Nhà thÃĐp tiáŧn chášŋ
Hotline: 0913 991299 - Email: admin@trunglam.vn
Chọn Skin Color:









ÄÆ°áŧng hà n là thà nh phᚧn cáŧ§a liÊn kášŋt hà n, là kášŋt quášĢ sáŧą kášŋt tinh kim loᚥi hà n, nÃģ sáš― xÃĄc Äáŧnh hÃŽnh dÃĄng, mášt Äáŧ, Äáŧ báŧn và tÃnh chášĨt kim loᚥi tᚥi váŧ trà hà n. ÄÆ°áŧng hà n phÃĒn loᚥi ra hà n Äáŧi Äᚧu và hà n gÃģc.
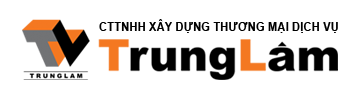
a. ÄÆ°áŧng hà n Äáŧi Äᚧu liÊn kášŋt tráŧąc tiášŋp hai cášĨu kiáŧn cÃđng nášąm trong máŧt máš·t phášģng, nášąm áŧ khe háŧ nháŧ giáŧŊa hai cášĨu kiáŧn cᚧn hà n Äáš·t Äáŧi Äᚧu nhau. Khe háŧ nà y cÃēn cÃģ tÃĄc dáŧĨng Äáŧ cÃĄc chi tiášŋt hà n biášŋn dᚥng táŧą do khi hà n, trÃĄnh cong vÊnh. ÄÆ°áŧng hà n Äáŧi Äᚧu cÃģ tháŧ thášģng gÃģc hoáš·c xiÊn gÃģc váŧi tráŧĨc cáŧ§a cášĨu kiáŧn (hÃŽnh 4.7).
LiÊn kášŋt Äáŧi Äᚧu thÆ°áŧng dÃđng Äáŧ náŧi cÃĄc bášĢn thÃĐp, Ãt dÃđng Äáŧ liÊn kášŋt cÃĄc thÃĐp hÃŽnh vÃŽ khÃģ gia cÃīng mÃĐp cášĨu kiáŧn. ÆŊu Äiáŧm là truyáŧn láŧąc táŧt, cášĨu tᚥo ÄÆĄn giášĢn và khÃīng táŧn thÃĐp Äáŧ là m cÃĄc chi tiášŋt náŧi pháŧĨ, nhÆ°áŧĢc Äiáŧm cáŧ§a liÊn kášŋt hà n Äáŧi Äᚧu là phášĢi gia cÃīng mÃĐp cÃĄc bášĢn thÃĐp.
Tháŧąc tášŋ sáŧ dáŧĨng ÄÆ°áŧng hà n Äáŧi Äᚧu cho thášĨy váŧi gÃģc nghiÊng ïĄ=600 là Äáŧ§ khášĢ nÄng cháŧu láŧąc cáŧ§a liÊn kášŋt. Máŧi hà n Äáŧi Äᚧu khi là m viáŧc cháŧu nÃĐn cháŧ cᚧn báŧ trà thášģng gÃģc, khÃīng cᚧn thiášŋt yÊu cᚧu kiáŧm tra bášąng phÆ°ÆĄng phÃĄp vášt lÃ―, áŧĐng suášĨt nÃĐn là m hᚥn chášŋ sáŧą phÃĄ hoᚥi, khuyášŋt tášt nášŋu cÃģ trong máŧi hà n sáš― tráŧ nÊn Ãt nguy hiáŧm hÆĄn. Trong trÆ°áŧng háŧĢp nà y cháŧ cᚧn kiáŧm tra báŧ máš·t
HÃŽnh 4.7. CÃĄc dᚥng ÄÆ°áŧng hà n Äáŧi Äᚧu: a â thášģng gÃģc; b â xiÊn gÃģc
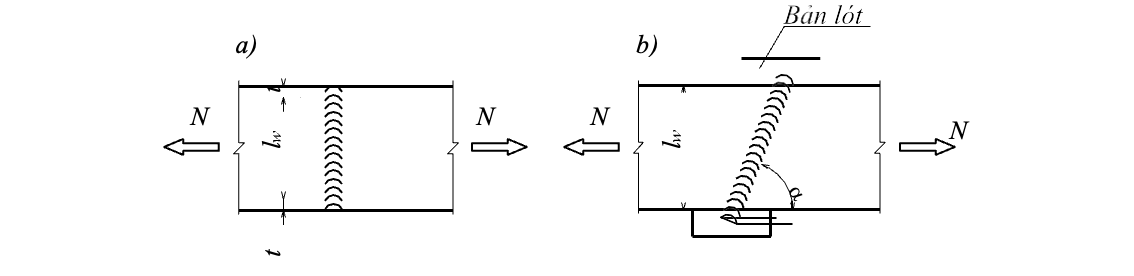
b. ÄÆ°áŧng hà n gÃģc nášąm áŧ gÃģc vuÃīng tᚥo báŧi hai cášĨu kiáŧn cᚧn hà n (máŧi hà n tᚥi váŧ trà vuÃīng gÃģc, hà n cháŧng, hà n bášĢn tab liÊn kášŋt) (hÃŽnh 4.8-4.10). Tiášŋt diáŧn ÄÆ°áŧng hà n là máŧt tam giÃĄc vuÃīng cÃĒn, hÆĄi pháŧng áŧ giáŧŊa, cᚥnh cáŧ§a tam giÃĄc gáŧi là chiáŧu cao ÄÆ°áŧng hà n (hÃŽnh 4.8,a,b). Khi cháŧu tášĢi tráŧng Äáŧng, Äáŧ giášĢm áŧĐng suášĨt tášp trung trong ÄÆ°áŧng hà n gÃģc Äᚧu dÃđng ÄÆ°áŧng hà n lÃĩm (hÃŽnh 4.8c) hoáš·c ÄÆ°áŧng hà n thoášĢi váŧi táŧ· sáŧ giáŧŊa hai cᚥnh cáŧ§a ÄÆ°áŧng hà n là 1:1,5 (hÃŽnh 4.8d), cᚥnh láŧn nášąm dáŧc theo hÆ°áŧng láŧąc tÃĄc dáŧĨng.
Hiáŧn nay trong chášŋ tᚥo kášŋt cášĨu thÃĐp viáŧc sáŧ dáŧĨng ÄÆ°áŧng hà n gÃģc chiášŋm khoášĢng 70% trong liÊn kášŋt hà n. Trong ÄÆ°áŧng hà n gÃģc, chiáŧu cao ÄÆ°áŧng hà n là thÃīng sáŧ quan tráŧng quyášŋt Äáŧnh khášĢ nÄng là m viáŧc cáŧ§a máŧi hà n.
Chiáŧu cao hf cáŧ§a ÄÆ°áŧng hà n gÃģc xÃĄc Äáŧnh nhÆ° sau: hmin ïĢ hf ïĢ hmax (4.1)
Trong ÄÃģ : Chiáŧu cao ÄÆ°áŧng hà n láŧn nhášĨt phášĢi ÄášĢm bášĢo hmax = 1,2tmin, trong ÄÃģ tmin là chiáŧu dà y nháŧ nhášĨt cáŧ§a bášĢn thÃĐp sáŧ dáŧĨng trong liÊn kášŋt (hÃŽnh 4.9,a). Chiáŧu cao ÄÆ°áŧng hà n nháŧ nhášĨt
hmin là chiáŧu cao táŧi thiáŧu cáŧ§a ÄÆ°áŧng hà n gÃģc, pháŧĨ thuáŧc và o chiáŧu dà y láŧn nhášĨt bášĢn thÃĐp trong liÊn kášŋt cho trong bášĢng 4.2.
Theo váŧ trà cáŧ§a ÄÆ°áŧng hà n so váŧi phÆ°ÆĄng cáŧ§a láŧąc tÃĄc dáŧĨng mà chia ra:
- ÄÆ°áŧng hà n gÃģc cᚥnh là ÄÆ°áŧng hà n gÃģc cÃģ phÆ°ÆĄng song song váŧi phÆ°ÆĄng cáŧ§a láŧąc tÃĄc dáŧĨng (hÃŽnh 4.9, a).
- ÄÆ°áŧng hà n gÃģc Äᚧu là ÄÆ°áŧng hà n gÃģc cÃģ phÆ°ÆĄng vuÃīng gÃģc váŧi phÆ°ÆĄng cáŧ§a láŧąc tÃĄc dáŧĨng (hÃŽnh 4.9, b).
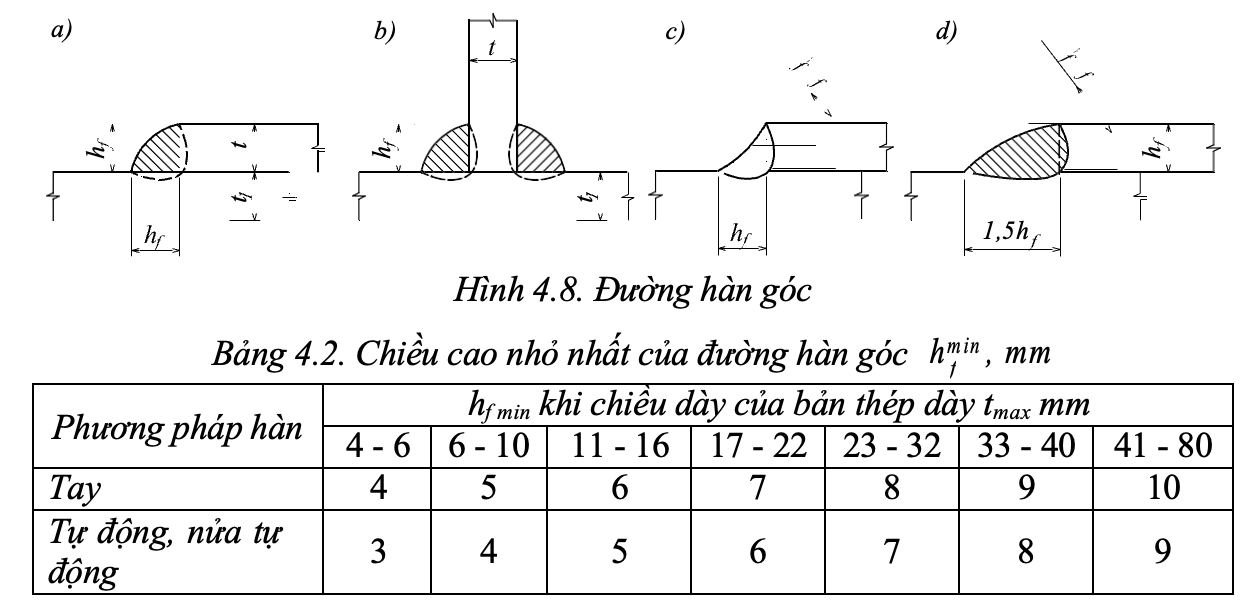
HÃŽnh 4.9. LiÊn kášŋt cÃģ bášĢn ghÃĐp ÄÃīi váŧi thÃĐp tášĨm
LiÊn kášŋt ghÃĐp dÃđng ÄÆ°áŧng hà n gÃģc. CÃĄc cášĨu kiáŧn Äáš·t cháŧng lÊn nhau, dÃđng ÄÆ°áŧng hà n gÃģc liÊn kášŋt chÚng lᚥi, thÆ°áŧng dÃđng Äáŧ náŧi cÃĄc thÃĐp bášĢn cÃģ chiáŧu dà y nháŧ (t=25mm). Äoᚥn náŧi cháŧng lášĨy theo yÊu cᚧu báŧ trà ÄÆ°áŧng hà n a âĨ 5tmin.
Trong liÊn kášŋt ghÃĐp cháŧng cÃģ tháŧ dÃđng ÄÆ°áŧng hà n gÃģc cᚥnh (hÃŽnh 4.9, a) hoáš·c ÄÆ°áŧng hà n gÃģc Äᚧu (hÃŽnh 4.9, b), hoáš·c cášĢ hai loᚥi (hÃŽnh 4.9, c). Láŧąc truyáŧn táŧŦ cášĨu kiáŧn nà y sang cášĨu kiáŧn kia thÃīng qua cÃĄc bášĢn ghÃĐp.
LiÊn kášŋt cÃģ bášĢn ghÃĐp cÃģ Æ°u Äiáŧm là khÃīng phášĢi gia cÃīng mÃĐp cášĨu kiáŧn nhÆ°ng lᚥi táŧn thÃĐp là m bášĢn ghÃĐp. Ngoà i ra, trong liÊn kášŋt cÃģ áŧĐng suášĨt tášp trung láŧn vÃŽ vášy khÃīng nÊn dÃđng Äáŧ cháŧu tášĢi tráŧng Äáŧng. Äáŧ giášĢm áŧĐng suášĨt tášp trung áŧ cÃĄc gÃģc vuÃīng ngÆ°áŧi ta cášŊt vÃĄt cᚥnh cáŧ§a bášĢn ghÃĐp (hÃŽnh 4.9,d) và Äáŧ lᚥi Äoᚥn 50 mm khÃīng hà n. LiÊn kášŋt cÃģ bášĢn ghÃĐp cÃēn dÃđng cho thÃĐp hÃŽnh (hÃŽnh 4.10).

HÃŽnh 4.10. LiÊn kášŋt cÆĄ bášĢn ghÃĐp Äáŧi váŧi thÃĐp hÃŽnh
c. VÃĄt mÃĐp máŧi hà n. Khi hà n cÃĄc bášĢn thÃĐp dà y (t > 8 mm, Äáŧi váŧi hà n tay), Äáŧ cÃģ tháŧ ÄÆ°a que hà n xuáŧng sÃĒu, ÄášĢm bášĢo sáŧą nÃģng chášĢy trÊn suáŧt chiáŧu dà y bášĢn thÃĐp, cᚧn gia cÃīng mÃĐp cáŧ§a bášĢn. MáŧĨc ÄÃch gia cÃīng mÃĐp xuášĨt phÃĄt táŧŦ chášĨt lÆ°áŧĢng, tÃnh kinh tášŋ, Äáŧ báŧn, khášĢ nÄng là m viáŧc cáŧ§a máŧi hà n. HÃŽnh tháŧĐc gia cÃīng mÃĐp và kÃch thÆ°áŧc khe háŧ pháŧĨ thuáŧc chiáŧu dà y bášĢn thÃĐp ÄÆ°áŧĢc qui Äáŧnh theo tiÊu chuášĐn TCVN 1961: 1975 (Máŧi hà n háŧ quang Äiáŧn bášąng tay- Kiáŧu, kÃch thÆ°áŧc cÆĄ bášĢn).
Theo hÃŽnh dÃĄng vÃĄt mÃĐp chia thà nh nháŧŊng loᚥi sau: khÃīng vÃĄt mÃĐp, vÃĄt mÃĐp, vÃĄt máŧt mÃĐp hÃŽnh cháŧŊ V, vÃĄt hai mÃĐp hÃŽnh cháŧŊ X, K (hÃŽnh 4.11).
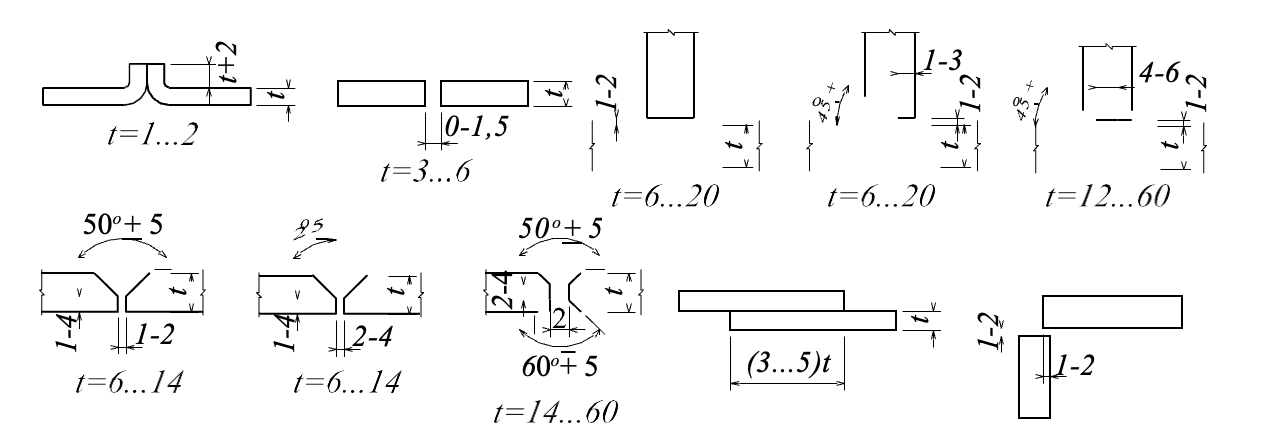
HÃŽnh 4.11. VÃĄt mÃĐp thÃĐp theo cÃĄc chiáŧu dà y bášĢn thÃĐp khÃĄc nhau Khi hà n Äáŧi Äᚧu váŧi nháŧŊng bášĢn thÃĐp a)cÃģ chiáŧu dà y chÊnh láŧch ït= (t2 â t1) khÃīng vÆ°áŧĢt quÃĄ giÃĄ tráŧ cho bášĢng 4.3, cᚧn phášĢi vÃĄt dáŧc cᚥnh thÃĐp 1:5 Äáŧ là m giášĢm b) áŧĐng suášĨt tášp trung (hÃŽnh 4.12). VÃĄt dáŧc cÃēn cÃģ tÃĄc dáŧĨng trÃĄnh cho bášĢn thÃĐp máŧng hÆĄn báŧ tháŧ§ng. TÆ°ÆĄng táŧą vÃĄt dáŧc Äáŧi váŧi nháŧŊng bášĢn thÃĐp báŧ ráŧng khÃĄc nhau.
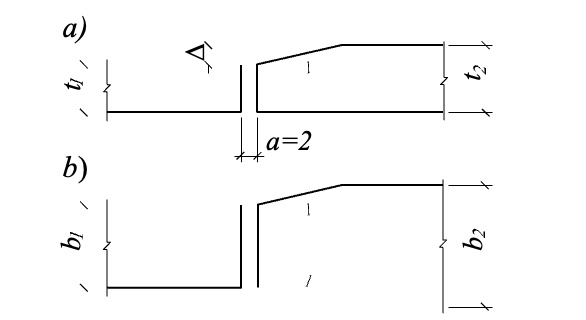
HÃŽnh 4.12. LiÊn kášŋt bášĢn thÃĐp khÃĄc nhau váŧ: а â chiáŧu dà y; b â chiáŧu ráŧng
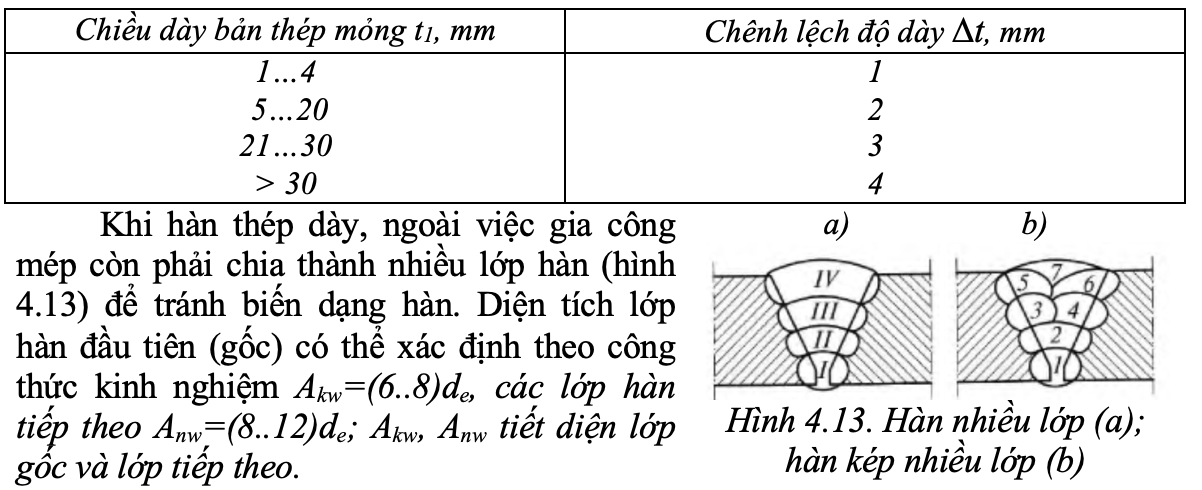
BášĢng 4.3. Äáŧ láŧch cho phÃĐp Äáŧi váŧi cÃĄc cášĨu kiáŧn thÃĐp khÃĄc nhau váŧ chiáŧu dà y khÃīng cᚧn vÃĄt mÃĐp
d. Máŧt sáŧ cÃĄch phÃĒn loᚥi ÄÆ°áŧng hà n khÃĄc
Theo cÃīng dáŧĨng cÃģ ÄÆ°áŧng hà n cháŧu láŧąc (Äáŧ truyáŧn láŧąc) và ÄÆ°áŧng hà n khÃīng cháŧu láŧąc (cháŧ Äáŧ cášĨu tᚥo).
Theo váŧ trà trong khÃīng gian khi hà n chia ra: ÄÆ°áŧng hà n nášąm, ÄÆ°áŧng hà n ÄáŧĐng, ÄÆ°áŧng hà n ngang và ÄÆ°áŧng hà n ngÆ°áŧĢc (hÃŽnh 4.14). ÄÆ°áŧng hà n nášąm dáŧ
hà n nhášĨt nÊn dáŧ
ÄášĢm bášĢo chášĨt lÆ°áŧĢng. ÄÆ°áŧng hà n ngÆ°áŧĢc khÃģ hà n nhášĨt, khÃīng nÊn dÃđng.
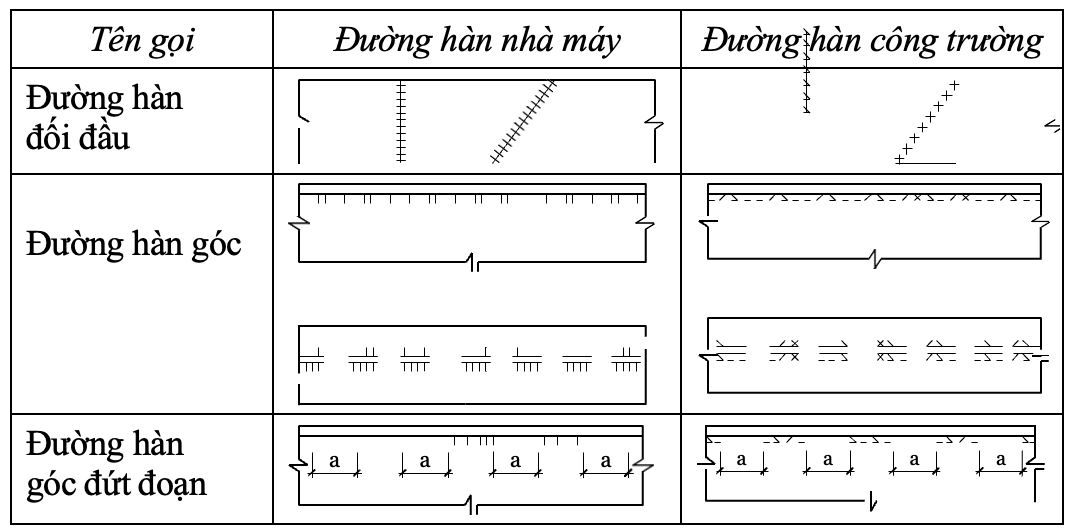
Theo Äáŧa Äiáŧm chášŋ tᚥo cÃģ ÄÆ°áŧng hà n nhà mÃĄy và ÄÆ°áŧng hà n cÃīng trÆ°áŧng.
Theo tÃnh liÊn táŧĨc cáŧ§a ÄÆ°áŧng hà n cÃģ ÄÆ°áŧng hà n liÊn táŧĨc và ÄÆ°áŧng hà n khÃīng liÊn táŧĨc. Trong ÄÆ°áŧng hà n khÃīng liÊn táŧĨc Äáŧ ÄášĢm bášĢo sáŧą là m viáŧc chung cáŧ§a cÃĄc báŧ phášn ÄÆ°áŧĢc hà n yÊu cᚧu khoášĢng cÃĄch láŧn nhášĨt amax giáŧŊa hai ÄÆ°áŧng hà n nhÆ° sau:
.png)
HÃŽnh 4.14. PhÃĒn loᚥi ÄÆ°áŧng hà n theo váŧ trà hà n trong khÃīng gian: I - ÄÆ°áŧng hà n nášąm; II- ÄÆ°áŧng hà n ÄáŧĐng; III â ÄÆ°áŧng hà n ngÆ°áŧĢc; IV- hà n hà n nášąm ngang
Qui Äáŧnh váŧ kÃ― hiáŧu cÃĄc ÄÆ°áŧng hà n trong bášĢn váš― káŧđ thuášt ÄÆ°áŧĢc trÃŽnh bà y áŧ bášĢng 4.4.
BášĢng 4.3. KÃ― hiáŧu cÃĄc loᚥi ÄÆ°áŧng hà n
|
|